ULTRASONIC TESTING คลื่นเสียงความถี่สูงหรืออัลตราโซนิกในความหมายโดยทั่วไปจะหมายถึง “คลื่นเสียงความถี่สูงที่หูมนุษย์ไม่สามารถได้ยินได้” ซึ่งคลื่นเสียงที่หูมนุษย์สามารถจะได้ยินหรือรับรู้ได้นั้นจะมีความถี่อยู่ระหว่าง 20 - 20,000 เฮิร์ทซ โดยที่ทั่วไปแล้วคลื่นเสียงอัลตราโซนิกจะเป็นคลื่นเสียงที่มีความถี่สูงกว่า 20,000 เฮิร์ทซ หรือ 20 กิโลเฮิร์ทซ
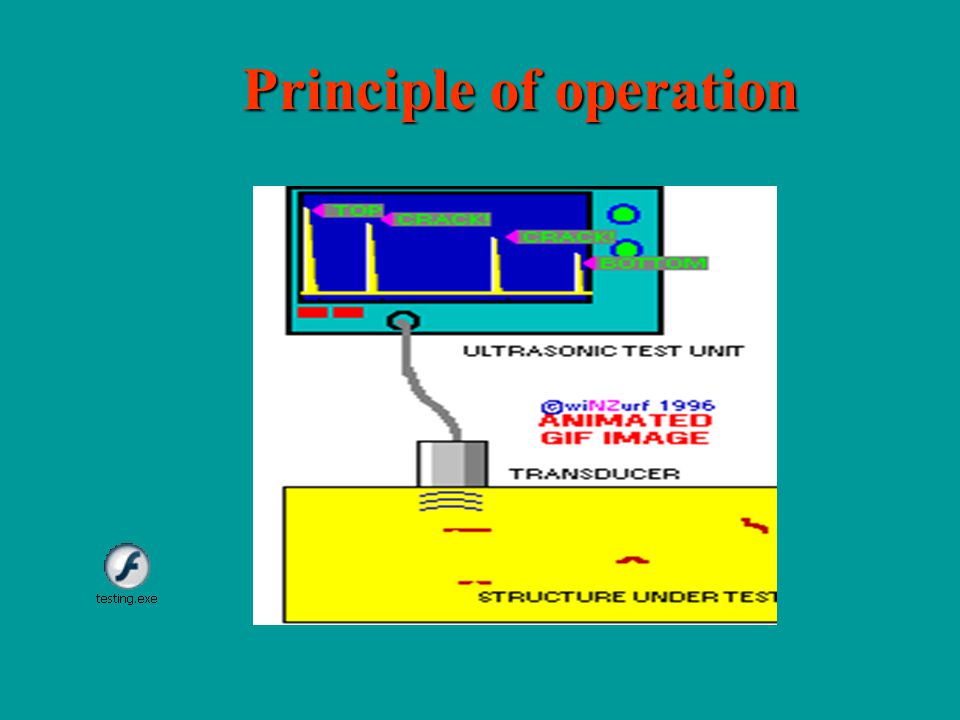
Principle of operation
ULTRASONIC EQUIPMENT AND ACCESSORIES
ULTRASONIC FLAW DETECTOR USM 22
ULTRASONIC TRANSDUCER ช่วงใช้งาน 1-25 MHz
Ultrasonic Flaw Detector
UT Imersion Tank
THE ULTRASONIC THICKNESS GAUGE
UT for weld inspector UT basic review - Sensitivity, resolution, penetration - Beam Physic - Flaw sizing using 6 dB drop DAC curve
How to select Sensitivity, Resolution and Penetration?
Wavelength ( ) = Velocity (v) /Frequency (f) เช่น ที่ f=5 MHz V=6,000 m/sec ดังนั้น = 1.2 mm ในการตรวจสอบแบบ Ultrasonics Frequency เป็นFactor ที่สำคัญ
Frequency Range Application 25 to 100 kHz 0.2 to 2.25 MHz 0.4 to 5 MHz Concrete, wood pole, rock and coarse grained non-metallic material Castings relative coarse grained metallic materials, plastic Castings and materials with refined grain size
Frequency Range Application 1 to 2.25 MHz 1 to 5 MHz 1 to 10 MHz Welds (ferrous and non-ferrous) Wrought metallic product (sheet, plate, bars, billets) forgings (ferrous and non-ferrous) Drawn and extrude products, glass and ceramics
Characteristic of transducer Beam physics - Dead zone - Near zone, - Far zone
ULTRASONIC TRANSDUCER ช่วงใช้งาน 1-25 MHz
ชนิดของรอยต่องานเชื่อม งานเชื่อมส่วนใหญ่มักจะอยู่ในกลุ่มใดกลุ่มหนึ่งดังนี้ 1. Butt weld 2. T – weld 3. Nozzle weld
สิ่งบกพร่องในงานเชื่อม 1. Lack of Root penetration 2. Lack of fusion Lack of side wall fusion Lack of root fusion Lack of inter-run fusion
3. Slag inclusion 4. Tungsten inclusion 5. Porosity uniform scattered porosity cluster porosity linear porosity piping porosity
6. Crack Toe crack Root crack HAZ crack 7. Under cut 8. Excessive Penetration Concavity at the root of the weld 10. Lamellar tearing
การตรวจสอบในงานเชื่อมมี 3 ขั้นตอน การตรวจสอบในงานเชื่อมมี 3 ขั้นตอน - การตรวจสอบโลหะชิ้นงาน - การตรวจสอบฐาน root - การตรวจสอบเนื้อของแนวเชื่อม (weld body)
การตรวจสอบโลหะชิ้นงาน ตรวจสอบด้วย Normal probe ตรวจหาสิ่งบกพร่อง :-lamination ตรวจสอบความหนา - การตรวจสอบให้ตรวจในพื้นที่ของ full skip distance (70) เพื่อป้องกันความผิดพลาดเมื่อมี laimination เกิดขึ้นรวมทั้ง lack of penetration ด้วย
- การกำหนด sensitivity ของการตรวจสอบนี้ ควรจะทำตามข้อกำหนดของมาตรฐานต่างๆ 1. ASME specification 2. British Standard BS.3923 : Part 1 : 1978 :- 2nd Backwall echo = full screen height ใช้หัวตรวจสอบที่มีความถี่ 2-6 MHz.
6.8
การตรวจสอบที่ฐานของแนวเชื่อม (root weld)
6.11 6.12 a
การตรวจสอบที่ฐานเชื่อม (Critical Root Examination) - ต้องตรวจสอบอย่างระมัดระวัง เพราะเป็นพื้นที่ที่เกิด สิ่งบกพร่องได้ง่ายที่สุด - สัญญาณของสิ่งบกพร่องและสัญญาณของรอยเชื่อม จะใกล้เคียงกันมาก
(Weld Body Examination) การตรวจสอบรอยเชื่อม (Weld Body Examination) - ควรใช้ angle probe ที่เหมาะสม - ขึ้นอยู่กับชนิดของรอยเชื่อม
การเลือกมุมของหัวตรวจสอบ
การเลือกใช้ความถี่ในการตรวจสอบ - ความถี่ 5 MHz ใช้กับชิ้นงานที่หนา < 50 มม. - ความถี่ 2 MHz ใช้กับชิ้นงานที่หนา > 50 มม. 0.4, (0.5),1,2,(2.25),(3),(4),5,(6),10,(15) MHz - ความถี่ที่สูงมากเหมาะสำหรับตรวจหาสิ่งบกพร่องขนาดเล็ก - ความถี่ที่ต่ำลงใช้กับชิ้นงานที่หนามากๆ
การตรวจสอบเนื้อของแนวเชื่อม (weld body)
6.14 6.15
การหาขนาดโดยใช้ 6db drop การสแกนเพื่อหาชนิดของตำหนิ การแยกแยะชนิดของตำหนิ
การหาขนาดของรอยความไม่ต่อเนื่องโดยใช้หลักการ 6dB drop โดยปกติหลังจากทดสอบพบรอยบ่งชี้ (Indication) ผู้ทดสอบจะต้องหาขนาดของรอยความไม่ต่อเนื่องนั้น เพื่อนำไปประเมินผลต่อไป การหาขนาดอาจทำได้โดยการใช้เทคนิค DGS curve หรือ 20dB drop หรือ 6dB drop 6dB drop เป็นเทคนิคที่นิยมใช้กันบ่อยมากที่สุด อาศัยหลักการ ครึ่งหนึ่งของลำคลื่นอยู่บนรอยความไม่ต่อเนื่อง (Discontinuities) และอีกครึ่งหนึ่งอยู่นอก หรือเป็นไปตามสมการ dB = 20 log (22)
ตัวอย่างการสแกนเพื่อหารอยบกพร่องและวิธีการเคลื่อนที่หัวทดสอบ
ระยะสแกน = 2t tan + 10% (หรือ 1/2 Cap) ระยะทางที่ปรับตั้งบนแกนเวลา = 2t/cos + 10%(หรือ 1/2 Cap) เป็นอย่างน้อย ความลึกของรอยบกพร่อง (d) = W cos หรือ 2t – W cos ระยะห่างตามผิว (y) = W sin
รูปที่ 33 สัญญาณสะท้อนจากโพรงอากาศที่อยู่แยกเป็นอิสระจากกัน
รูปที่ 34 สัญญาณสะท้อนจากรูพรุน
รูปที่ 35 สัญญาณสะท้อนจากสแลกฝังใน
ข้อได้เปรียบและข้อเสียเปรียบของการทดสอบ ข้อได้เปรียบของการทดสอบ 1. สามารถทดสอบกับวัสดุได้หลายชนิด 2. สามารถทดสอบวัสดุที่มีความหนามากๆ ได้ (เช่น ถ้าเป็น เหล็กสามารถทดสอบได้ ความหนาหลายเมตร) 3. ต้องการ การเข้าถึงชิ้นงานเพียงด้านเดียว 4. ผลการทดสอบสามารถแสดงความลึกและขนาดของรอย ความไม่ต่อเนื่องได้ 5. เครื่องมือสามารถเคลื่อนย้ายเพื่อทดสอบงานสนามได้ สะดวก
ข้อเสียเปรียบของการทดสอบ 1. ต้องมีการสอบเทียบอุปกรณ์การทดสอบ 2. ความเรียบของผิวชิ้นงาน และรูปร่างที่ซับซ้อนของ ชิ้นงานมีผลต่อการทดสอบมาก 3. ต้องแปรผลการทดสอบจากสัญญาณ ผู้ทดสอบจึงต้องมี ทักษะและความชำนาญสูง