ดาวน์โหลดงานนำเสนอ
1
PRODUCTION PART APPROVAL PROCESS กระบวนการอนุมัติชิ้นส่วนผลิต
PPAP PRODUCTION PART APPROVAL PROCESS กระบวนการอนุมัติชิ้นส่วนผลิต

2
กระบวนการอนุมัติชิ้นส่วนผลิต (Production Part Approval Process ; PPAP)
คือข้อกำหนดสำหรับกระบวนการอนุมัติชิ้นส่วนผลิต ซึ่งรวมทั้ง Production Material และ Bulk Material เพื่อพิจารณาว่า ผุ้ส่งมอบมีความเข้าใจถึงบันทึกการออกแบบทางวิศวกรรม (engineering design record) และข้อกำหนด specification ทั้งหมดของลูกค้า กระบวนการของผู้ส่งมอบมีความสามารถที่จะผลิตผลิตภัณฑ์ได้ตรงตามข้อกำหนดในระหว่างการผลิตจริงตามอัตราการผลิตที่อ้างอิงไว้
 และข้อกำหนด specification ทั้งหมดของลูกค้า. กระบวนการของผู้ส่งมอบมีความสามารถที่จะผลิตผลิตภัณฑ์ได้ตรงตามข้อกำหนดในระหว่างการผลิตจริงตามอัตราการผลิตที่อ้างอิงไว้")
3
การประยุกต์ใช้ PPAP สามารถประยุกต์ใช้ได้ทั้งภายในและภายนอกสถานที่ของ ผู้ส่งมอบ Bulk Material วัสดุการผลิต ชิ้นส่วนผลิต หรือชิ้นส่วนซ่อมแซม สำหรับ Bulk Materials ไม่ได้บังคับ ให้ทำ PPAP เว้นแต่ลูกค้ากำหนด

4
SECTION 1 – GENERAL 1.1 Submission of PPAP
ผู้ส่งมอบต้องได้รับการอนุมัติ สำหรับกรณี ชิ้นส่วนหรือผลิตภัณฑ์ใหม่ การแก้ไขความไม่สอดคล้องของชิ้นส่วนที่จัดส่งให้พิจารณา ครั้งก่อนหน้า ผลิตภัณฑ์ที่ถูกดัดแปลงแก้ไขตามการเปลี่ยนแปลงทางวิศวกรรมในบันทึกการออกแบบ specification หรือวัสดุที่ใช้ สถานการณ์อื่นๆ ตามที่ระบุในข้อ 3

5
SECTION 2 PPAP PROCESS REQUIREMENTS 2.1 Significant Production Run
สำหรับ Production Parts ต้องมาจากการผลิตระยะเวลา ชม. โดยมีปริมาณการผลิตอย่างน้อย 300 ชิ้นที่ ต่อเนื่องกัน เว้นแต่ได้รับการระบุเป็นอย่างอื่นจากตัวแทนฝ่ายคุณภาพของลูกค้า ต้องดำเนินการผลิตที่แผนกผลิตโดยใช้เครื่องมือ เกจวัด กระบวนการ วัสดุ และผู้ปฏิบัติงาน จากสภาพแวดล้อมการผลิตจริง ต้องนำชิ้นส่วนของแต่ละกระบวนการผลิต ( production line, multiple cavity die, mold, tool หรือ pattern) มาวัด และตัวแทนชิ้นส่วนมาทดสอบ
 มาวัด และตัวแทนชิ้นส่วนมาทดสอบ.")
6
2.2 PPAP Requirements ต้องทำให้สอดคล้องกับข้อกำหนด PPAP ( ) และข้อกำหนดของลูกค้า ชิ้นส่วนผลิตต้องเป็นไปตามเอกสารการออกแบบของลูกค้าและ specification

7
Design Record ต้องมีบันทึกการออกแบบของผลิตภัณฑ์/ชิ้นส่วนที่ขายได้ รวมทั้งบันทึกการออกแบบของชิ้นส่วนประกอบ หรือรายละเอียดของผลิตภัณฑ์ กรณีที่บันทึกดังกล่าวอยู่ในรูปแบบของสื่ออิเล็คโทรนิคส์ ต้องจัดทำให้อยู่ในรูปแบบของเอกสาร เพื่อระบุถึงการวัดค่าต่างๆ

8
2.2.1.1 Reporting of Material Composition
ต้องมีหลักฐานว่ามีรายงานเกี่ยวกับองค์ประกอบของวัสดุ/สารวัสดุอย่างครบถ้วน และข้อมูลนั้นเป็นไปตามข้อกำหนดของลูกค้า Making of Polymeric Parts ต้องระบุชิ้นส่วนโพลีเมอร์ด้วยสัญญลักษณ์ ISO ISO Generic Identification and making of plastic products ISO 1629 – Rubber and lattices – Nomenclature

9
2.2.2 Authorized Engineering Change Documents
ต้องมีเอกสารการเปลี่ยนแปลงทางวิศวกรรมที่ได้รับการอนุมัติ ซึ่งข้อมูลการเปลี่ยนแปลงดังกล่าวยังไม่ได้บันทึกในเอกสารการออกแบบ แต่ได้ทำการาเปลี่ยนแปลงผลิตภัณฑ์ ชิ้นส่วน หรือ เครื่องมือแล้ว

10
2.2.3 Customer Engineering Approval
กรณีที่ลูกค้ากำหนด ผู้ส่งมอบต้องมีหลักฐานของการอนุมัติทางวิศวกรรมโดยลูกค้า Design FMEA บริษัทที่รับผิดชอบออกแบบผลิตภัณฑ์ ต้องจัดทำ Design FMEA ตามข้อกำหนดของลูกค้า

11
2.2.5 Process Flow Diagram(s)
ต้องมีผังการไหลของกระบวนการ ในรูปแบบที่อธิบายขั้นตอนและลำดับของกระบวนการผลิตที่เหมาะสมและสอดคล้องกับความต้องการข้อกำหนด และความคาดหวังของลูกค้า (อ้างอิงคู่มือ APQP)
")
12
2.2.6 Process FMEA 2.2.7 Control Plan
ต้องจัดทำ Process FMEA ที่สอดคล้องตามข้อกำหนดของลูกค้า (อ้างอิงคู่มือ FMEA) 2.2.7 Control Plan ต้องมีแผนควบคุมที่ระบุถึงวิธีการการควบคุมที่ใช้ในการควบคุมกระบวนการและต้องสอดคล้องกับข้อกำหนดของลูกค้า
 Control Plan. ต้องมีแผนควบคุมที่ระบุถึงวิธีการการควบคุมที่ใช้ในการควบคุมกระบวนการและต้องสอดคล้องกับข้อกำหนดของลูกค้า.")
13
2.2.8 Measurement System Analysis Studies
ต้องทำการศึกษาการวิเคราะห์ระบบการวัด สำหรับอุปกรณ์ทั้งหมดที่ใช้สำหรับเกจวัด เครื่องมือวัดและทดสอบใหม่หรือมีการเปลี่ยนแปลงแก้ไข (อ้างอิงถึงคู่มือ MSA)
")
14
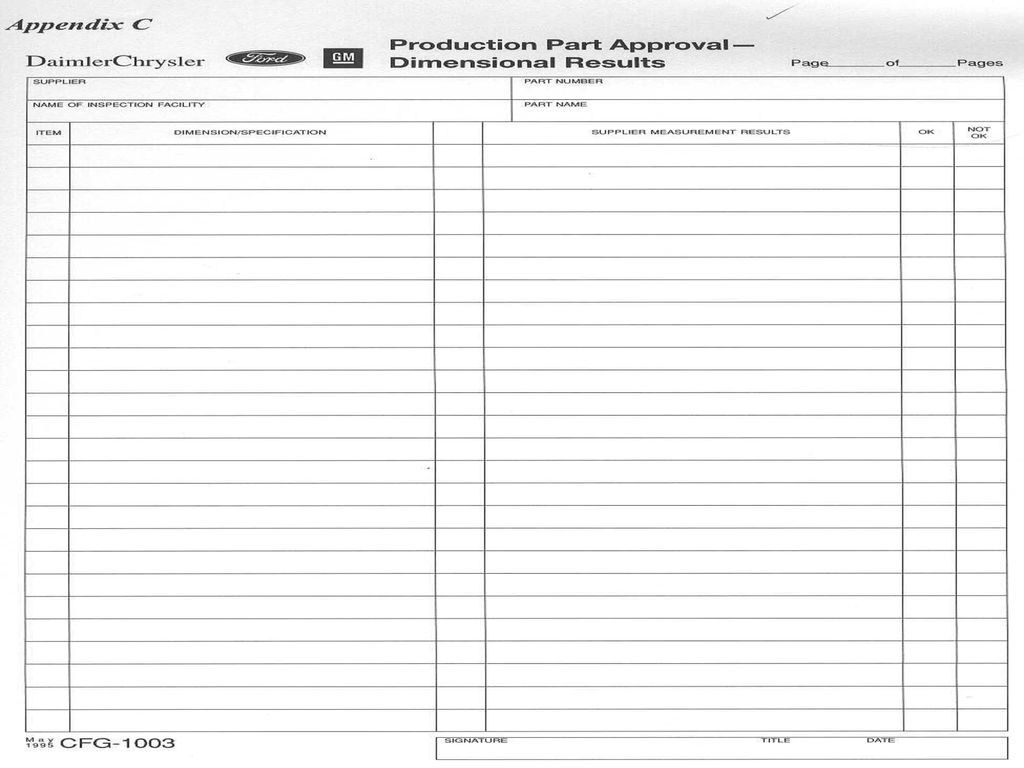
Dimensional Results ต้องให้หลักฐานที่แสดงว่าการทวนสอบทางด้านมิติตามที่กำหนดในเอกสารการออกแบบและแผนควบคุม มีความสมบูรณ์และสอดคล้องกับข้อกำหนด ต้องมีผลด้านมิติสำหรับแต่ละกระบวนการผลิต ต้องบันทึกผลที่ได้จริงของข้อกำหนดต่างๆที่ระบุบนเอกสารการออกแบบและแผนควบคุม ต้องแสดงวันที่ของบันทึกการออกแบบ ระดับการเปลี่ยนแปลง และเอกสารการเปลี่ยนแปลงทางวิศวกรรมที่ได้รับอนุมัติ

15
Dimensional Results ต้องบันทึกระดับการเปลี่ยนแปลง วันที่ของ Drawing ชื่อผู้ส่งมอบ และหมายเลขชิ้นส่วน ในเอกสารเพิ่มเติมอื่นๆที่ใช้ประกอบกับ Drawing สำเนาของเอกสารเพิ่มเติมอื่นๆที่ใช้ประกอบกับ Drawing ต้องแนบพร้อมกับผลทางด้านมิติ ตามที่ระบุใน Retention/Submission Requirements Table ต้องชี้บ่งชิ้นส่วน 1 ชิ้น ที่ทำการวัด ว่าเป็น Master Sample

17
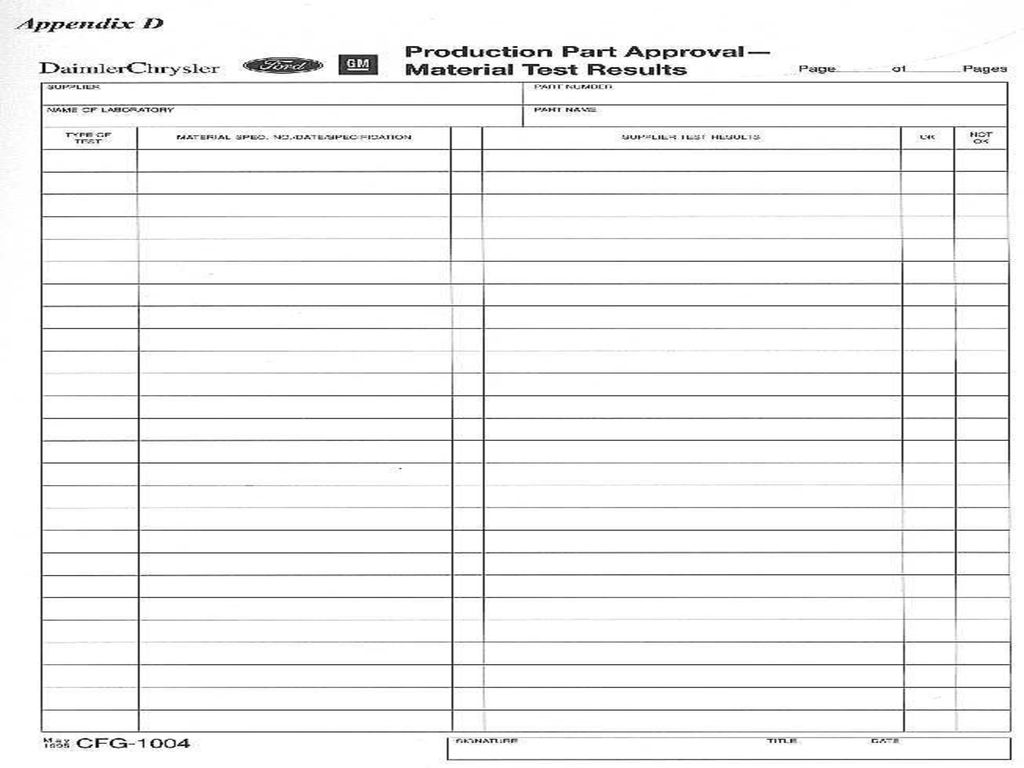
Material test results ต้องทำการทดสอบชิ้นส่วนและวัสดุการผลิต เมื่อมีข้อกำหนดทางด้านเคมี กายภาพ หรือโลหะ ที่ระบุในเอกสารการออกแบบหรือแผนควบคุม สำหรับผลิตภัณฑ์ที่ลูกค้าเป็นผู้จัดทำ specification ของวัสดุ และรายชื่อผู้รับจ้างช่วงที่ได้รับการอนุมัติ ผู้ส่งมอบต้องจัดหาวัสดุหรือบริการจากผู้รับจ้างช่วงที่อยู่ในรายชื่อนั้น

19
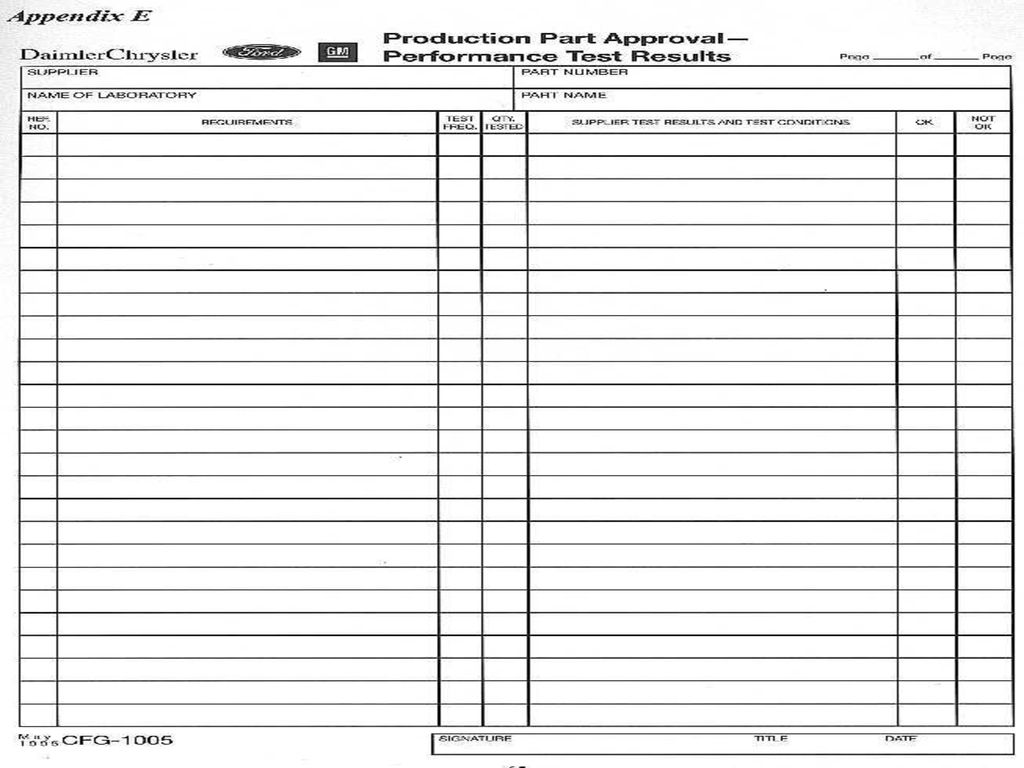
2.2.10.2 Performance test results
ต้องทำการทดสอบชิ้นส่วน หรือวัสดุการผลิต เมื่อมีข้อกำหนดด้านสมรรถนะ หรือหน้าที่การใช้งานได้ถูกระบุไว้ในเอกสารออกแบบหรือ แผนควบคุม

21
2.2.11 Initial Process Studies 2.2.11.1 General
ต้องพิจารณาขีดความสามารถหรือสมรรถนะเริ่มต้นของกระบวนการที่เกี่ยวข้องกับคุณลักษณะพิเศษทั้งหมดที่กำหนดโดยลูกค้าหรือบริษัทว่าสามารถยอมรับได้ก่อนการจัดส่ง ต้องดำเนินการวิเคราะห์ระบบการวัด (MSA) เพื่อให้รู้ว่าความผิดพลาดในการวัดมีผลต่อการดำเนินการวัดอย่างไร
 เพื่อให้รู้ว่าความผิดพลาดในการวัดมีผลต่อการดำเนินการวัดอย่างไร.")
22
2.2.11.2 Quality Indices Cpk - ดัชนีวัดความสามารถของกระบวนการที่เสถียร
ควรสรุปการศึกษากระบวนการเริ่มต้น ด้วยดัชนีวัดขีดความสามารถ หรือสมรรถนะของกระบวนการ ได้แก่ Cpk - ดัชนีวัดความสามารถของกระบวนการที่เสถียร Ppk - ดัชนีแสดงสมรรถนะ

23
Quality Indices จุดประสงค์ของการศึกษากระบวนการเริ่มต้น เพื่อให้ทราบถึงความผันแปรของกระบวนการ ถ้ามีข้อมูลในอดีตเพียงพอ (อย่างน้อย 100 ตัวอย่าง) ที่จะนำมาจัดทำแผนภูมิควบคุม (Control Chart) เราสามารถคำนวณค่า Cpk ได้ กรณีที่กระบวนการมีความเสถียร ถ้ามีจำนวนตัวอย่างน้อยกว่า 100 ต้องติดต่อลูกค้าที่รับผิดชอบในการทำ PPAP เพื่อจัดทำแผนการดำเนินงานที่เหมาะสม
 ที่จะนำมาจัดทำแผนภูมิควบคุม (Control Chart) เราสามารถคำนวณค่า Cpk ได้ กรณีที่กระบวนการมีความเสถียร. ถ้ามีจำนวนตัวอย่างน้อยกว่า 100 ต้องติดต่อลูกค้าที่รับผิดชอบในการทำ PPAP เพื่อจัดทำแผนการดำเนินงานที่เหมาะสม.")
24
2.2.11.3 Acceptance Criteria for Initial Study
ค่าดัชนี > หมายถึง กระบวนการปัจจุบันเป็นไปตาม ข้อกำหนดของลูกค้า หลังจากได้รับการอนุมัติจากลูกค้า ให้เริ่มดำเนินการผลิตและปฏิบัติตามแผนควบคุม 1.33 < ค่าดัชนี < หมายถึง กระบวนการปัจจุบันสามารถยอมรับได้ แต่อาจต้องมีการปรับปรุง ให้ติดต่อลูกค้าเพื่อทวนสอบผลของการศึกษา กรณีนี้อาจต้องมีการเปลี่ยนแปลงแผนควบคุม ถ้าไม่สามารถปรับปรุงได้ก่อนเริ่มการผลิต ค่าดัชนี < หมายถึง กระบวนการปัจจุบันไม่บรรลุเกณฑ์การยอมรับ ให้ดำเนินการติดต่อลูกค้าเพื่อทบทวนผลของการศึกษา

25
Unstable Processes โดยธรรมชาติที่ไม่เสถียร กระบวนการที่ไม่เสถียรอาจจะไม่บรรลุข้อกำหนดของลูกค้า ต้องระบุ ประเมิน และกำจัดสาเหตุเฉพาะของความผันแปรก่อนส่ง PPAP ถ้ากระบวนการยังคงไม่เสถียร ต้องแจ้งลูกค้าและส่งแผนการปฏิบัติการแก้ไขให้ลูกค้า ก่อนส่ง PPAP

26
1.2.2.9.5 Process With One-Sided Specification or Non-Normal Distributions
ต้องพิจารณาร่วมกับลูกค้าถึงเกณฑ์การยอมรับ สำหรับกระบวนการที่มีเกณฑ์ข้อกำหนดข้างเดียว หรือมีการกระจายไม่ปกติ

27
2.2.11.6 Action To Be Taken When Acceptance Criteria Are Not Satisfied
ต้องติดต่อลูกค้าถ้ากระบวนการไม่สามารถปรับปรุงได้ เมื่อถึงกำหนดส่ง PPAP ถ้ายังไม่สามารถปฏิบัติได้ตามเกณฑ์การยอมรับ ผู้ส่งมอบต้องจัดส่งแผนปฏิบัติการแก้ไขให้ลูกค้าอนุมัติ และปรับปรุงแผนควบคุมโดยให้มีการตรวจสอบ 100% พยายามลดความผันแปรให้ได้ตามเกณฑ์การยอมรับหรือได้รับการอนุมัติจากลูกค้า

28
2.2.12 Qualified laboratory Documentation
การตรวจสอบ/ทดสอบต้องทำโดยห้องปฏิบัติการที่มีคุณสมบัติเหมาะสม ต้องมีขอบเขตของห้องปฏิบัติการ และเอกสารที่แสดงถึงความสามารถของห้องปฏิบัติการในการวัดหรือทดสอบ กรณีใช้ห้องปฏิบัติการภายนอก ต้องส่งผลทดสอบที่มีหัวกระดาษของห้องปฏิบัติการ ระบุชื่อห้องปฏิบัติการ วันที่ทดสอบ และมาตรฐานที่ใช้ในการทดสอบ

29
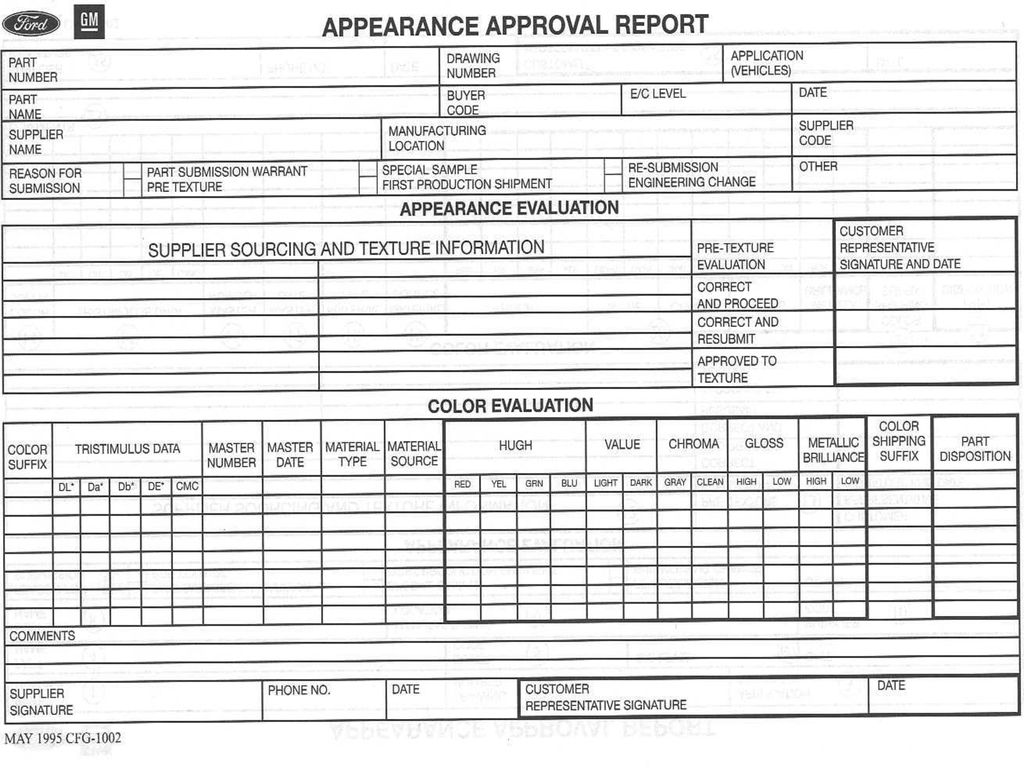
2.2.13 Appearance Approval Report (AAR)
ต้องจัดส่ง AAR พร้อมกับ PSW ในการจัดส่งครั้งสุดท้าย โดยขึ้นอยู่กับระดับของการส่งมอบ (Submission Level)
")
31
2.2.14 Sample Production Parts
ต้องจัดทำตัวอย่างผลิตภัณฑ์ตามที่ลูกค้ากำหนด

32
Master Sample ต้องจัดเก็บโดยระยะเวลาในการจัดเก็บเท่ากับการจัดเก็บบันทึกการอนุมัติชิ้นส่วนผลิต หรือจนกระทั่งได้มีการผลิตตัวอย่างต้นแบบใหม่ให้ลูกค้าอนุมัติ หรือเมื่อตัวอย่างต้นแบบที่กำหนดไว้ในบันทึกการออกแบบ แผนควบคุม หรือเกณฑ์ การตรวจสอบ ถูกนำไปใช้อ้างอิงหรือนำไปเป็นมาตรฐาน ต้องชี้บ่ง และแสดงวันที่ลูกค้าอนุมัติบนตัวอย่างต้นแบบ ต้องจัดเก็บตัวอย่างต้นแบบของแต่ละตำแหน่งของแม่พิมพ์ เครื่องมือ แบบหรือ กระบวนการผลิต เว้นแต่ได้รับการระบุเป็น อย่างอื่นโดยลูกค้า

33
Checking Aids ต้องทำการรับรองว่า checking aid ตรงกับข้อกำหนด ด้านมิติของชิ้นส่วน ต้องทำเอกสารการเปลี่ยนแปลงการออกแบบของ checking aid ดำเนินการบำรุงรักษาเชิงป้องกัน ต้องทำการศึกษา MSA

34
2.2.17 Customer-Specific Requirements
ต้องมีบันทึกของความสอดคล้องตามข้อกำหนดลูกค้า

35
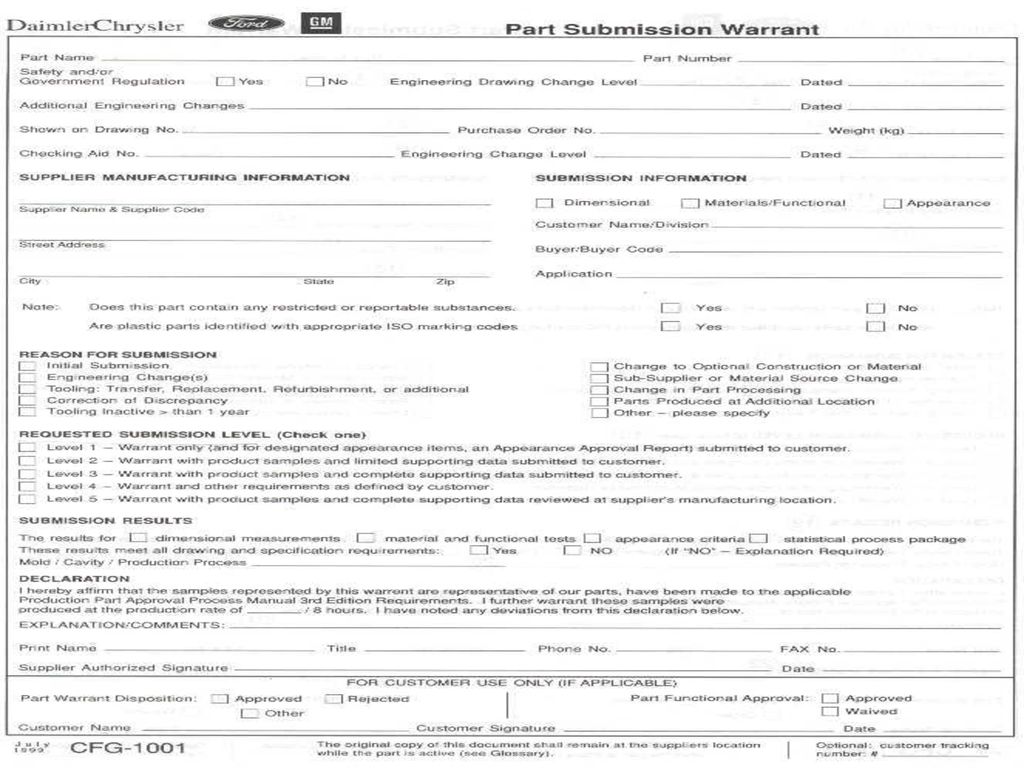
2.2.18 Part Submission Warrant (PSW)
ต้องจัดทำ PSW แยกตาม part number ยกเว้นลูกค้าได้ตกลงเป็นอย่างอื่นๆ ถ้าชิ้นส่วนมาจากการผลิตมากกว่า 1 cavity mold tool die pattern หรือกระบวนการผลิต ต้องจัดทำบันทึกการวัดด้านมิติของแต่ละอัน ต้องลงข้อมูลนำหนักชิ้นส่วน หน่วยเป็น Kg. ทศนิยม 4 ตำแหน่ง โดยเป็นค่าเฉลี่ยของชิ้นส่วน 10 ชิ้น

37
SECTION 3 – CUSTOMER NOTIFICATION & SUBMISSIONREQUIREMENTS 3
SECTION 3 – CUSTOMER NOTIFICATION & SUBMISSIONREQUIREMENTS 3.1 Customer Notification ต้องแจ้งให้ผู้ที่รับผิดชอบกิจกรรมการอนุมัติชิ้นส่วนผลิต ของลูกค้าทราบ ถ้ามีการเปลี่ยนแปลงการออกแบบ หรือกระบวนการดังต่อไปนี้ การใช้ของหรือวัสดุที่แตกต่างจากที่เคยใช้ชิ้นส่วนหรือผลิตภัณฑ์ที่ได้รับการอนุมัติ การผลิตโดย เครื่องมือ แม่พิมพ์ แบบ ที่ใหม่หรือ ที่มีการ ดัดแปลงแก้ไข รวมทั้งเครื่องมือที่นำมาใช้เพิ่มเติม หรือเปลี่ยนทดแทน

38
3.1 Customer Notification
3. การผลิตโดยเครื่องมือ หรือเครื่องจักรที่มีการนำไปสร้างหรือดัดแปลงแก้ไขใหม่ โดยมีวัตถุประสงค์เพื่อเพิ่มกำลังการผลิต เพิ่มสมรรถนะหรือเปลี่ยนหน้าที่การทำงาน รวมทั้ง กิจกรรมซึ่งมีการเปลี่ยนแปลงลำดับการไหลของผลิตภัณฑ์หรือกระบวนการที่แตกต่างไปจาก Process Flow Diagram 4. การผลิตโดยเครื่องมือหรือเครื่องจักรที่โอนย้ายมาจากสถานที่อื่น หรือโอนย้ายไปยังสถานที่อื่น

39
3.1 Customer Notification
5. การเปลี่ยนแปลงผู้รับจ้างช่วงสำหรับชิ้นส่วน วัสดุ หรือบริการที่มีผลต่อข้อกำหนดของลูกค้าทางด้าน ความเหมาะสม (Fit) รูปแบบ (Form) หน้าที่ ความคงทน และสมรรถนะ 6. ผลิตภัณฑ์ที่ถูกผลิต ภายหลังจากที่เครื่องมือไม่ได้ถูกนำมาใช้งานในการผลิตเป็นระยะเวลา > 12 เดือน
 รูปแบบ (Form) หน้าที่ ความคงทน และสมรรถนะ. 6. ผลิตภัณฑ์ที่ถูกผลิต ภายหลังจากที่เครื่องมือไม่ได้ถูกนำมาใช้งานในการผลิตเป็นระยะเวลา > 12 เดือน.")
40
3.1 Customer Notification
การเปลี่ยนแปลงผลิตภัณฑ์และกระบวนการที่เกี่ยวข้องกับชิ้นส่วนประกอบ ทั้งกรณีที่ดำเนินการผลิตโดยผู้ส่งมอบหรือโดยผู้รับจ้างช่วง ที่มีผลต่อข้อกำหนดของลูกค้าทางด้าน ความพอดี (Fit) รูปแบบ (Form) หน้าที่ (Function) ความคงทน และสมรรถนะ มีการเปลี่ยนแปลงวิธีการทดสอบ/ตรวจสอบ - เทคนิคใหม่
 รูปแบบ (Form) หน้าที่ (Function) ความคงทน และสมรรถนะ. 8. มีการเปลี่ยนแปลงวิธีการทดสอบ/ตรวจสอบ - เทคนิคใหม่")
41
SECTION 4 - SUBMISSION TO CUSTOMER –LEVEL OF EVIDENCE 4
SECTION 4 - SUBMISSION TO CUSTOMER –LEVEL OF EVIDENCE 4.1 Submission Levels ระดับที่ 1 : ใบอนุมัติเท่านั้น (จัดส่ง AAR สำหรับชิ้นส่วนที่มีการกำหนดลักษณะภายนอก) ระดับที่ 2 : ใบอนุมัติ ตัวอย่างผลิตภัณฑ์ และข้อมูลสนับสนุนตามที่กำหนด ระดับที่ 3 : ใบอนุมัติ ตัวอย่างผลิตภัณฑ์ และข้อมูลสนับสนุนทั้งหมด ระดับที่ 4 : ใบอนุมัติ และข้อกำหนดอื่นๆตามที่ลูกค้าระบุ ระดับที่ 5 : ใบอนุมัติ ตัวอย่างผลิตภัณฑ์ และข้อมูลสนับสนุนทั้งหมด สำหรับการทบทวนที่สถานที่ผลิตของผู้ส่งมอบ
 ระดับที่ 2 : ใบอนุมัติ ตัวอย่างผลิตภัณฑ์ และข้อมูลสนับสนุนตามที่กำหนด. ระดับที่ 3 : ใบอนุมัติ ตัวอย่างผลิตภัณฑ์ และข้อมูลสนับสนุนทั้งหมด. ระดับที่ 4 : ใบอนุมัติ และข้อกำหนดอื่นๆตามที่ลูกค้าระบุ ระดับที่ 5 : ใบอนุมัติ ตัวอย่างผลิตภัณฑ์ และข้อมูลสนับสนุนทั้งหมด สำหรับการทบทวนที่สถานที่ผลิตของผู้ส่งมอบ.")
42
4.1 Submission Levels ระดับของการจัดส่งเพื่อขออนุมัติชิ้นส่วนผลิต
ต้องเลือกระดับที่ 3 สำหรับการจัดส่งก่อน เว้นแต่มีการระบุเป็นอย่างอื่นโดยลูกค้า

43
4.1 Submission Levels S :ผู้ส่งมอบต้องจัดส่งให้ลูกค้าเพื่อกิจกรรมการขออนุมัติชิ้นส่วนการผลิต และจัดเก็บสำเนาของบันทึกหรือเอกสารดังกล่าวในสถานที่ที่เหมาะสม รวมทั้งในกระบวนการผลิต R : ผู้ส่งมอบต้องจัดเก็บสำเนาของบันทึกหรือเอกสารดังกล่าว ในสถานที่ที่เหมาะสม รวมทั้งในกระบวนการผลิต และสามารถจัดหามาได้ในกรณีที่ตัวแทนลูกค้าร้องขอ * : ผู้ส่งมอบต้องจัดเก็บสำเนาของบันทึกหรือเอกสารดังกล่าวในสถานที่ที่เหมาะสมและจัดส่งให้ลูกค้าในกรณีที่ร้องขอ

44
ตาราง 4.2 ข้อกำหนดการจัดส่ง/การจัดเก็บ
ตาราง 4.2 ข้อกำหนดการจัดส่ง/การจัดเก็บ ข้อกำหนด ระดับที่ 1. Design record R S S * R - for proprietary details R R R * R - for all component details R S S * R 2. Engineering Change Documents, if any R S S * R 3. Customer Engineering approval, if req. R R S * R 4. Design FMEA R R S * R 5. Process Flow Diagrams R R S * R 6. Process FMEA R R S * R

45
ตาราง 4.2 ข้อกำหนดการจัดส่ง/การจัดเก็บ
ตาราง 4.2 ข้อกำหนดการจัดส่ง/การจัดเก็บ ข้อกำหนด ระดับที่ 7. Control Plan R S S * R 8. MSA Studies R S S * R 9. Dimensional Results R S S * R 10. Material, Performance Results R S S * R 11. Initial Process Studies R R S * R 12. Qualified Lab. Documentations R R S * R 13 AAR, if applicable R R S * R

46
ตาราง 4.2 ข้อกำหนดการจัดส่ง/การจัดเก็บ
ตาราง 4.2 ข้อกำหนดการจัดส่ง/การจัดเก็บ ข้อกำหนด ระดับที่ 14. Sample Products R R R * R 15. Master Sample R R R * R 16. Checking Aids R R R * R 17. Records of compliance R R S * R with Customer-Specific Requirements 18. Part Submission Warrant R R S * R

47
SECTION 5 – PART SUBMISSION STATUS
5.1 ทั่วไป ภายหลังจากที่ได้รับการอนุมัติชิ้นส่วนผลิต ผู้ส่งมอบต้องมั่นใจว่าการผลิตในอนาคตจะยังคงเป็นไปตามข้อกำหนดของลูกค้า

48
SECTION 5 – PART SUBMISSION STATUS
5.2 สถานะของ PPAP อนุมัติ : ชิ้นส่วนหรือวัสดุมีความสอดคล้องต่อเกณฑ์ข้อกำหนดของลูกค้า และผู้ส่งมอบได้รับการอนุมัติให้จัดส่งผลิตภัณฑ์ตามจำนวนที่ได้รับการปล่อยผ่านจาก กิจกรรมการวางกำหนดการของลูกค้า OK

49
SECTION 5 – PART SUBMISSION STATUS
อนุมัติชั่วคราว : อนุญาตให้จัดส่งในช่วงระยะเวลาจำกัดหรือในปริมาณที่กำหนด ผู้ส่งมอบจะได้รับการอนุมัติชั่วคราวเมื่อ - มีการกำหนดมาตรการป้องกัน NC อย่างชัดเจน - มีการจัดทำแผนปฏิบัติการที่ได้รับความ เห็นชอบโดยลูกค้า และต้องมีการจัดส่ง อีกครั้งเพื่อให้ได้รับการอนุมัติ

50
SECTION 5 – PART SUBMISSION STATUS
ปฏิเสธ : เนื่องจากผลิตภัณฑ์และเอกสารที่จัดส่ง ไม่สอดคล้องกับข้อกำหนดของลูกค้า ผลิตภัณฑ์และเอกสารที่ถูกแก้ไขต้องจัดส่งและ ได้รับการอนุมัติก่อนการส่งมอบ

51
SECTION 6 – RECORD RETENTION
บันทึกของกระบวนการอนุมัติชิ้นส่วนการผลิต ไม่ว่าระดับใดก็ตาม ต้องจัดเก็บตามช่วงระยะเวลาที่ชิ้นส่วนนั้นยังคงใช้งาน (Active) บวก 1 ปี ต้องรวมบันทึก PPAP ที่จำเป็นจากแฟ้ม PPAP ของชิ้นงานที่ยกเลิกไว้ หรืออ้างอิงถึง ใน แฟ้ม PPAP ใหม่
 บวก 1 ปี ต้องรวมบันทึก PPAP ที่จำเป็นจากแฟ้ม PPAP ของชิ้นงานที่ยกเลิกไว้ หรืออ้างอิงถึง ใน แฟ้ม PPAP ใหม่")




















 systems>")