ดาวน์โหลดงานนำเสนอ
1
ระบบการผลิต อาจารย์ วรันลักษณ์ ภักดิ์ใจดี

2
ระบบการผลิต (Production system) โดยทั่วไป มีกลไกลพื้นฐาน เหมือนกับระบบทั่วๆไป มี 3 ส่วน ด้วยกัน คือ
ปัจจัยการผลิต (Input) ได้แก่ คน (Man) วัตถุดิบต่างๆ (Materials) เครื่องจักร (Machines) พลังงาน (Energy) เงิน (Money) ข่าวสารข้อมูล (Information) ส่วน กระบวนการผลิต (Process) ได้แก่ การเตรียมวัตถุดิบต่างๆ การนำส่วนประกอบต่างๆ เข้าด้วยกัน การสร้างรูปทรง การตกแต่ง ส่วนที่เป็นผลผลิต (Output) ได้แก่ ผลิตภัณฑ์สำเร็จรูป (Products) ซึ่งผลผลิตจะออกมา ในรูปของสินค้า หรือบริการ
 ได้แก่ คน (Man) วัตถุดิบต่างๆ (Materials) เครื่องจักร (Machines) พลังงาน (Energy) เงิน (Money) ข่าวสารข้อมูล (Information) ส่วน กระบวนการผลิต (Process) ได้แก่ การเตรียมวัตถุดิบต่างๆ การนำส่วนประกอบต่างๆ เข้าด้วยกัน การสร้างรูปทรง การตกแต่ง. ส่วนที่เป็นผลผลิต (Output) ได้แก่ ผลิตภัณฑ์สำเร็จรูป (Products) ซึ่งผลผลิตจะออกมา ในรูปของสินค้า หรือบริการ.")
3
ระบบการผลิต (Production system)
")
4
ระบบการผลิตทางอุตสาหกรรม
ปัจจัยการผลิต กระบวนการผลิต ผลผลิต

5
องค์ประกอบของการผลิต
การผลิตมีองค์ประกอบที่สำคัญ 3 ประการ 1. ปัจจัยนำเข้า (Input) 2. กระบวนการแปลงสภาพ (Conversion Process) 3. ผลผลิต (Output)
 2. กระบวนการแปลงสภาพ (Conversion Process) 3. ผลผลิต (Output)")
6
องค์ประกอบของการผลิต (ต่อ)
1. ปัจจัยนำเข้า (Input) คือทรัพยากรขององค์การที่ใช้ผลิตทั้งที่เป็นสินทรัพย์ที่มีตัวตน (Tangible Assets) เช่น วัตถุดิน เครื่องจักร อุปกรณ์ และสินทรัพย์ที่ไม่มีตัวตน (Intangible Assets) เช่น แรงงาน ระบบการจัดการ ข่าวสาร ทรัพยากรที่ใช้จะต้องมีคุณสมบัติและประโยชน์ใช้สอยที่เหมาะสม และมีต้นทุนการผลิตที่ต่ำ เพื่อให้สินค้าสำเร็จรูปสามารถแข่งขันทางด้านราคาได้ในท้องตลาด 2. กระบวนการแปลงสภาพ (Conversion Process) เป็นขึ้นตอนที่ทำให้ปัจจัยนำเข้าที่ผ่านเข้ามามีการเปลี่ยนแปลงในด้านต่างๆ ได้แก่ - รูปลักษณ์ (Physical) โดย การผ่านกระบวนการผลิตในโรงงาน - สถานที่ (Location) โดย การขนส่ง การเก็บเข้าคลังสินค้า - การแลกเปลี่ยน (Exchange) โดย การค้าปลีก การค้าส่ง - การให้ข้อมูล (Informational) โดย การติดต่อสื่อสาร - จิตวิทยา (Psychological) โดย การนันทนาการ ฯลฯ 3. ผลผลิต (Output) เป็นผลได้จากระบบการผลิตที่มีมูลค่าสูงกว่าปัจจัยนำเข้าที่รวมกันน เนื่องมาจากที่ได้ผ่านกระบวนการแปลงสภาพ ผลผลิตแบ่งเป็น 2 ประเภทใหญ่ ๆ คือ สินค้า (Goods) และบริการ (Service) ซึ่งมีลักษณะแตกต่างกันหลายประการ
 คือทรัพยากรขององค์การที่ใช้ผลิตทั้งที่เป็นสินทรัพย์ที่มีตัวตน (Tangible Assets) เช่น วัตถุดิน เครื่องจักร อุปกรณ์ และสินทรัพย์ที่ไม่มีตัวตน (Intangible Assets) เช่น แรงงาน ระบบการจัดการ ข่าวสาร ทรัพยากรที่ใช้จะต้องมีคุณสมบัติและประโยชน์ใช้สอยที่เหมาะสม และมีต้นทุนการผลิตที่ต่ำ เพื่อให้สินค้าสำเร็จรูปสามารถแข่งขันทางด้านราคาได้ในท้องตลาด 2. กระบวนการแปลงสภาพ (Conversion Process) เป็นขึ้นตอนที่ทำให้ปัจจัยนำเข้าที่ผ่านเข้ามามีการเปลี่ยนแปลงในด้านต่างๆ ได้แก่ - รูปลักษณ์ (Physical) โดย การผ่านกระบวนการผลิตในโรงงาน - สถานที่ (Location) โดย การขนส่ง การเก็บเข้าคลังสินค้า - การแลกเปลี่ยน (Exchange) โดย การค้าปลีก การค้าส่ง - การให้ข้อมูล (Informational) โดย การติดต่อสื่อสาร - จิตวิทยา (Psychological) โดย การนันทนาการ ฯลฯ 3. ผลผลิต (Output) เป็นผลได้จากระบบการผลิตที่มีมูลค่าสูงกว่าปัจจัยนำเข้าที่รวมกันน เนื่องมาจากที่ได้ผ่านกระบวนการแปลงสภาพ ผลผลิตแบ่งเป็น 2 ประเภทใหญ่ ๆ คือ สินค้า (Goods) และบริการ (Service) ซึ่งมีลักษณะแตกต่างกันหลายประการ")
7
ระบบการผลิต (Production system)
มี 2 ระบบใหญ่ๆ คือ 1.ระบบการผลิตแบบช่วงตอน (Intermittent Production System) 2.ระบบการผลิตแบบต่อเนื่อง (Continuous Production System)
 2.ระบบการผลิตแบบต่อเนื่อง (Continuous Production System)")
8
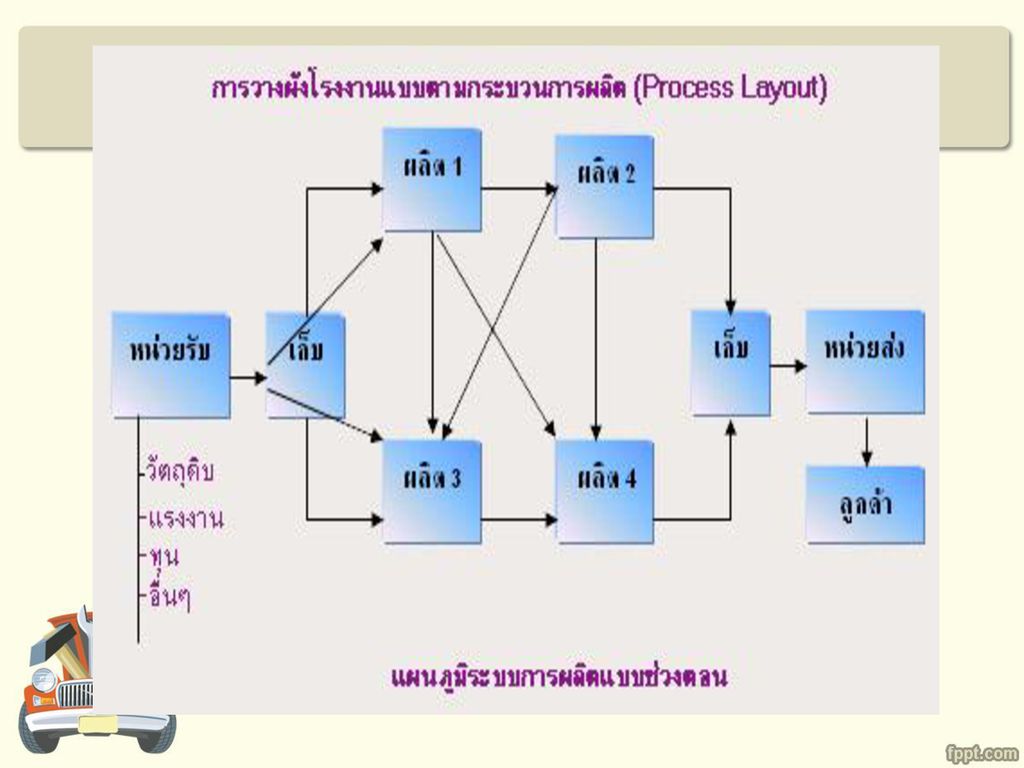
ระบบการผลิตแบบช่วงตอน (Intermittent Production System)
เป็นการผลิตแบบ ไม่สม่ำเสมอ หรือผลิตตามคำสั่งลูกค้า (Order Manufacturing) เป็นการผลิต ที่วัตถุดิบไม่เลื่อนไหล ไปตามสายการผลิต จะผลิตเป็นช่วงๆ หรือเป็นตอน ถ้าครบ กิจกรรมการผลิต ก็จะได้ชิ้นงาน หรือผลิตภัณฑ์สำเร็จรูปขึ้นมา เช่น การกลึงชิ้นงาน งานผลิต งานก่อสร้าง การผลิตโต๊ะ เก้าอี้ การผลิตระบบนี้ มีจุดพักงานหลายจุด และในการผลิตแบบนี้ ผู้ผลิต จะต้องกำหนด วิธีการขนย้ายวัสดุให้เหมาะสม จึงจะทำให้การผลิต มีประสิทธิภาพ การ ผลิตแบบช่วงตอน ที่ก่อให้เกิดประสิทธิภาพ ผู้ผลิต จะต้อง กำหนดแนวทาง การวางผังโรงงาน ผังโรงงาน ที่เหมาะกับการผลิตแบบช่วงตอนนี้ คือ การวางผังโรงงาน แบบตามกระบวนการผลิต (Process Layout)
 เป็นการผลิต ที่วัตถุดิบไม่เลื่อนไหล ไปตามสายการผลิต จะผลิตเป็นช่วงๆ หรือเป็นตอน ถ้าครบ กิจกรรมการผลิต ก็จะได้ชิ้นงาน หรือผลิตภัณฑ์สำเร็จรูปขึ้นมา เช่น การกลึงชิ้นงาน งานผลิต งานก่อสร้าง การผลิตโต๊ะ เก้าอี้ การผลิตระบบนี้ มีจุดพักงานหลายจุด และในการผลิตแบบนี้ ผู้ผลิต จะต้องกำหนด วิธีการขนย้ายวัสดุให้เหมาะสม จึงจะทำให้การผลิต มีประสิทธิภาพ การ ผลิตแบบช่วงตอน ที่ก่อให้เกิดประสิทธิภาพ ผู้ผลิต จะต้อง กำหนดแนวทาง การวางผังโรงงาน ผังโรงงาน ที่เหมาะกับการผลิตแบบช่วงตอนนี้ คือ การวางผังโรงงาน แบบตามกระบวนการผลิต (Process Layout)")
10
ลักษณะการผลิตแบบช่วงตอน
1. มีอุปกรณ์และกระบวนการผลิตที่ยืมหยุ่นได้ (Flexible) สามารถผลิตสินค้าได้หลายแบบ 2. ลักษณะของปัจจัยการผลิตจะเปลี่ยนแปลงไปเสมอตามลักษณะงานแต่ละชิ้น 3. ลักษณะการผลิต จะเปลี่ยนแปลงไปเสมอ ตามลักษณะงานแต่ละชิ้น 4. การไหล หรือ การเคลื่อนย้ายของงาน จะไม่ติดต่อกัน มักจะมีการพักวัตถุดิบ หรือ รอคอย วัตถุดิบการผลิต ทุกจุดปฏิบัติงาน 5. คนงานที่ปฏิบัติงาน จะต้องมีความสามารถในระดับปานกลางไปจนถึงระดับสูง
 สามารถผลิตสินค้าได้หลายแบบ 2. ลักษณะของปัจจัยการผลิตจะเปลี่ยนแปลงไปเสมอตามลักษณะงานแต่ละชิ้น 3. ลักษณะการผลิต จะเปลี่ยนแปลงไปเสมอ ตามลักษณะงานแต่ละชิ้น 4. การไหล หรือ การเคลื่อนย้ายของงาน จะไม่ติดต่อกัน มักจะมีการพักวัตถุดิบ หรือ รอคอย วัตถุดิบการผลิต ทุกจุดปฏิบัติงาน 5. คนงานที่ปฏิบัติงาน จะต้องมีความสามารถในระดับปานกลางไปจนถึงระดับสูง.")
11
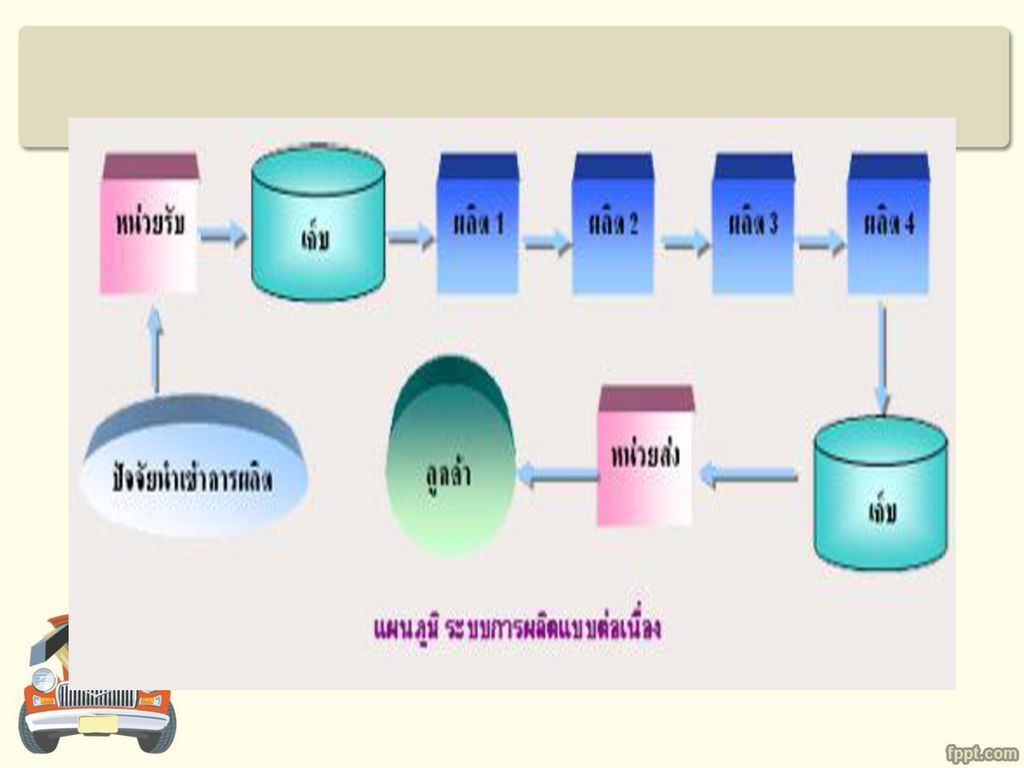
ระบบการผลิตแบบต่อเนื่อง (Continuous Production System)
เป็นระบบ ที่มีการไหล ของวัตถุดิบต่อเนื่อง ตามสายการผลิต (Line production) เช่น โรงพิมพ์ พิมพ์หนังสือ โรงงานผลิตอาหารกระป๋อง การผลิตแก้วของโรงงานผลิตแก้ว บุหรี่ ไม้อัด น้ำตาล เป็นต้น ลักษณะที่ดี ของระบบการผลิตต่อเนื่อง ก็คือ ใช้พื้นที่ในโรงงาน ได้ประโยชน์คุ้มค่า เต็มประสิทธิภาพ เพราะพื้นที่ส่วนใหญ่ ใช้เป็นพื้นที่ในกระบวนการผลิต ของสายการผลิต เหลือพื้นที่ในการเก็บวัตถุดิบ เล็กน้อย และการขนย้ายวัตถุดิบ ในสายการผลิต ก็จะใช้การขนย้ายแบบตายตัว เช่น ใช้สายพาน (Conveyor) ผังของโรงงานอุตสาหกรรม ที่สอดคล้องกับระบบการผลิตแบบต่อเนื่อง ที่ใช้กันมากก็คือ การวางผังโรงงาน แบบตามชนิดของผลิตภัณฑ์ (Product Layout)
 เช่น โรงพิมพ์ พิมพ์หนังสือ โรงงานผลิตอาหารกระป๋อง การผลิตแก้วของโรงงานผลิตแก้ว บุหรี่ ไม้อัด น้ำตาล เป็นต้น ลักษณะที่ดี ของระบบการผลิตต่อเนื่อง ก็คือ ใช้พื้นที่ในโรงงาน ได้ประโยชน์คุ้มค่า เต็มประสิทธิภาพ เพราะพื้นที่ส่วนใหญ่ ใช้เป็นพื้นที่ในกระบวนการผลิต ของสายการผลิต เหลือพื้นที่ในการเก็บวัตถุดิบ เล็กน้อย และการขนย้ายวัตถุดิบ ในสายการผลิต ก็จะใช้การขนย้ายแบบตายตัว เช่น ใช้สายพาน (Conveyor) ผังของโรงงานอุตสาหกรรม ที่สอดคล้องกับระบบการผลิตแบบต่อเนื่อง ที่ใช้กันมากก็คือ การวางผังโรงงาน แบบตามชนิดของผลิตภัณฑ์ (Product Layout)")
13
ลักษณะการผลิตแบบต่อเนื่อง
1. มีอุปกรณ์และกระบวนการผลิตมาตรฐาน 2. ลักษณะของปัจจัยการผลิต จะมีมาตรฐานแน่นอนไม่เปลี่ยนแปลงชนิดหรือส่วนประกอบ 3. ลำดับการผลิตแน่นอน 4. การไหลหรือการเคลื่อนย้ายของงานมักจะใช้สายพาน (Conveyor Belts) 5. การป้อนงานเข้าหน่วยผลิตแต่ละหน่วย จะใช้กฎเกณฑ์ตามลำดับมาก่อนเข้าก่อน 6. ผลิตสินค้ามาตรฐานได้ทีละมากๆ (Mass Production)
 5. การป้อนงานเข้าหน่วยผลิตแต่ละหน่วย จะใช้กฎเกณฑ์ตามลำดับมาก่อนเข้าก่อน. 6. ผลิตสินค้ามาตรฐานได้ทีละมากๆ (Mass Production)")
14
การผลิตแบบลีน (lean manufacturing)
การผลิตแบบลีน (lean manufacturing) คือ การใช้หลักการชุดหนึ่งในการระบุและกำจัดความสูญเปล่า เพื่อส่งมอบสินค้าที่ลูกค้าต้องการ และทันเวลา หรือกล่าวอีกนัยหนึ่ง ลีน คือ ปรัชญาในการผลิต ซึ่งถือว่าความสูญเปล่านั้น เป็นตัวทำให้เวลาที่ใช้ในการผลิตยาวนานขึ้น และควรมีการนำเทคนิคต่างๆ มาใช้ในการกำจัดความสูญเปล่าออกไป โดยมุ่งเน้นกำจัดความสูญเสีย (Wastes/Muda) ทั้ง 7 ประการ ที่เกิดขึ้นในกระบวนการทำงาน ได้แก่
 คือ การใช้หลักการชุดหนึ่งในการระบุและกำจัดความสูญเปล่า เพื่อส่งมอบสินค้าที่ลูกค้าต้องการ และทันเวลา หรือกล่าวอีกนัยหนึ่ง ลีน คือ ปรัชญาในการผลิต ซึ่งถือว่าความสูญเปล่านั้น เป็นตัวทำให้เวลาที่ใช้ในการผลิตยาวนานขึ้น และควรมีการนำเทคนิคต่างๆ มาใช้ในการกำจัดความสูญเปล่าออกไป โดยมุ่งเน้นกำจัดความสูญเสีย (Wastes/Muda) ทั้ง 7 ประการ ที่เกิดขึ้นในกระบวนการทำงาน ได้แก่")
15
การผลิตแบบลีน (lean manufacturing) ต่อ
การเคลื่อนไหวที่ไม่จำเป็น (Unnecessary Motion) การรอคอย (Idle Time/Delay) กระบวนการที่ขาดประสิทธิผล (Non-effective Process) การผลิตของเสียและแก้ไขงานเสีย (Defects and Reworks) การผลิตมากเกินไป (Overproduction) การเก็บวัตถุดิบคงคลังที่ไม่จำเป็น (Unnecessary Stock) การขนส่ง (Transportation)
 การรอคอย (Idle Time/Delay) กระบวนการที่ขาดประสิทธิผล (Non-effective Process) การผลิตของเสียและแก้ไขงานเสีย (Defects and Reworks) การผลิตมากเกินไป (Overproduction) การเก็บวัตถุดิบคงคลังที่ไม่จำเป็น (Unnecessary Stock) การขนส่ง (Transportation)")
16
ความหมายของ Wastes Wastes คือ ความสูญเสีย, ความสูญเปล่า, สิ่งที่เกิดขึ้นโดยไม่สร้างมูลค่าเพิ่มกับงานหรือสินค้า, สิ่งที่เราไม่อยากให้เกิดขึ้นหรือต้องการกำจัด, สิ่งที่ทำให้ต้นทุนเพิ่มขึ้นโดยไม่จำเป็นหรือสิ่งที่เป็นภัยต่อ QCD เช่นการค้นหาของเป็นการเสียเวลาก็คือ wastes

17
Wastes ที่เกิดขึ้นในโรงงานประกอบด้วย 3 มุ คือ
มุดะ (MUDA) คือ ความสูญเสีย ความสูญเปล่า 7 ประการ - การผลิตมากเกินไป (เกินความต้องการลูกค้า) - การสต๊อกมากเกินไป (R/M WIP) - การเสียเวลารอคอยในกระบวนการผลิต - การขนส่งหรือการลำเลียงและการขนถ่ายยาวไกล - กระบวนการผลิตขาดประสิทธิผล - การเคลื่อนไหวหรือวิธีการทำงานไม่ถูกต้องหรือถูกหลัก - มีของเสียหรือการแก้ไขงานเกิดขึ้น
 คือ ความสูญเสีย ความสูญเปล่า 7 ประการ. - การผลิตมากเกินไป (เกินความต้องการลูกค้า) - การสต๊อกมากเกินไป (R/M WIP) - การเสียเวลารอคอยในกระบวนการผลิต. - การขนส่งหรือการลำเลียงและการขนถ่ายยาวไกล. - กระบวนการผลิตขาดประสิทธิผล. - การเคลื่อนไหวหรือวิธีการทำงานไม่ถูกต้องหรือถูกหลัก. - มีของเสียหรือการแก้ไขงานเกิดขึ้น.")
18
2. มุระ (MURA) คือ ความไม่สม่ำเสมอในการทำงาน เช่น เครื่องจักร คน วัตถุดิบ ฯลฯ
3. มุริ (MURI) คือ การทำงานเกินกำลังที่มีอยู่หรือเกินมาตรฐานที่กำหนดไว้
 คือ การทำงานเกินกำลังที่มีอยู่หรือเกินมาตรฐานที่กำหนดไว้")
19
1. ความสูญเสีย 6 ประการที่ยิ่งใหญ่ของเครื่องจักร (Machine) - เครื่องจักรหยุดฉุกเฉินหรือเสียหายก่อนกำหนด - เสียเวลาในการปรับแต่งหรือปรับเปลี่ยนแม่พิมพ์นานเกินไป - เครื่องจักรหยุดเล็ก ๆ น้อย ๆ บ่อย - เครื่องจักรทำงานไม่ได้ตามความเร็วที่กำหนด - เครื่องจักรผลิตงานที่ไม่ได้คุณภาพ - การเริ่มต้นเดินเครื่อง (Start up Time) 2. วัตถุดิบ (Materials) - การใช้วัสดุหรือวัตถุดิบไม่ได้ตามกำหนด.
 - การใช้วัสดุหรือวัตถุดิบไม่ได้ตามกำหนด.")
20
3. พลังงาน (Energy) - การใช้พลังงานไม่มีประสิทธิภาพทั้งด้านไฟฟ้า น้ำ ลมอัด ไอน้ำ ความร้อน เป็นต้น.
4. คน (Manpower) - การบริหารที่ไม่มีประสิทธิภาพ - การเคลื่อนไหวที่ไม่ได้งานหรือทำงานไม่ถูกวิธี - การจัดสายการผลิต การแบ่งงานหรือจัดงานไม่ดี - ไม่มีการวางแผนหรือการวางแผนไม่เป็น - ความผิดพลาดจากการวัด ปรับแต่งหรือใช้เครื่องมือไม่ถูกต้อง
 - การบริหารที่ไม่มีประสิทธิภาพ - การเคลื่อนไหวที่ไม่ได้งานหรือทำงานไม่ถูกวิธี - การจัดสายการผลิต การแบ่งงานหรือจัดงานไม่ดี - ไม่มีการวางแผนหรือการวางแผนไม่เป็น - ความผิดพลาดจากการวัด ปรับแต่งหรือใช้เครื่องมือไม่ถูกต้อง.")
21
รูปที่ 1 ความสูญเสีย 7 ประการ

22
ทำไมต้องกำจัด/ควบคุม Wastes ?
1. การลด Wastes เป็นวิธีการที่ง่ายที่สุดที่เราพึงกระทำได้เพื่อให้สินค้าหรือบริการเป็นที่พอใจของลูกค้ารวมทั้งทำกำไรสูงขึ้น 2. การลด Wastes เป็นการเพิ่มการใช้ทรัพยากรให้คุ้มค่า รูปที่ 2 Diagram การใช้ทรัพยากรและการสูญเสีย

23
เทคนิคและแนวทางการกำจัด Wastes
1. ปรับมุมมองใหม่ โดยมีหลักดังนี้ - ที่ใดมีปัญหาที่นั้นเกิดปัญญา - ทุก Wastes สามารถแก้ไขได้ ถ้าเราแก้ไข - ทุกความสูญเสียต้องมีต้นเหตุ - การแก้ไขต้องแก้ไขที่ต้นเหตุ - ถ้ามีโอกาสแก้ไขได้เกิน 60 % ควรรีบลงมือทันที - บางเหตุแก้ไขไม่ได้แต่ป้องกันได้ - การลดความสูญเสียต้องลดทุกตัว - การลด Wastes มาพร้อมโอกาสเสมอ - ต้องรับฟังความคิดการเปลี่ยนแปลง การปรับปรุง สิ่งใหม่อยู่เสมอ

24
2.หลักการลด Wastes - กำหนด Wastes ได้ถูกต้องชัดเจน - รู้ตัวเลขปัจจุบันอยู่ที่เท่าไร - หาต้นตอได้ - รู้วิธีแก้ไขหรือนำมาประยุกต์ได้ - ลงมือปฏิบัติ วัดผลและสรุป (ต้องคำนึงถึงความคุ้มทุนด้วย) 3. วิธีการแก้ไขและป้องกัน Wastes 3.1.1 Wastes ที่ไม่ยาก ไม่ซับซ้อนและรู้ประเด็นอยู่แล้วดำเนินการแก้ไขทันที 3.1.2 Wastes ที่ยากมีความซับซ้อนจะต้องใช้การวิเคราะห์และนำเทคนิคต่างๆมาช่วยในการแก้ไขหรือหาทางป้องกัน
 3. วิธีการแก้ไขและป้องกัน Wastes Wastes ที่ไม่ยาก ไม่ซับซ้อนและรู้ประเด็นอยู่แล้วดำเนินการแก้ไขทันที Wastes ที่ยากมีความซับซ้อนจะต้องใช้การวิเคราะห์และนำเทคนิคต่างๆมาช่วยในการแก้ไขหรือหาทางป้องกัน.")
25
แนวทางการกำจัด MUDA 1. เรื่อง “การจัดเก็บสต๊อกมากเกินไป “ ความเสียหาย
วิธีการแก้ไข การจัดเก็บ สต๊อก มากเกินไป 1.ต้องการพื้นที่จัดเก็บ 1.กำหนด Max-Min 2.ต้นทุนการจัดเก็บสูง 2. ใช้ระบบ Visual Control 3.ของหมดอายุหรือเสื่อม 3. กำหนดจุดสั่งซื้อ 4. จัดซื้อซ้ำ 4. กำหนดการเก็บ FIFO

26
การผลิตมีของเสียหรือ
2. เรื่อง “ผลิตของเสียหรืองานแก้ไข“ การผลิตมีของเสียหรือ งานแก้ไข ความเสียหาย วิธีการแก้ไข 1.ต้นทุนค่าแรงสูง 1.จัดทำมาตรฐานการทำงาน 2.ต้นทุนพลังงาน 2.ติดตามการทำ STD 3. ต้นทุนเครื่องจักร 3. ใช้ระบบ Poka-Yoka 4. เสียเวลาสองเท่า 4. ใช้ระบบ Zero Defect 5. มีปัญหาระหว่างหน่วยงาน 5. ใช้ Quick Action 6. ต้องการพื้นที่และต้นทุน การทำลาย 6. ปรับปรุงเครื่องจักร

27
ประเภทของระบบการวางแผนและควบคุมการผลิต
ระบบการไหลของน้ำในอ่าง (Pond Draining) ระบบผลัก (Push System) ระบบดึง (Pull System)
 ระบบผลัก (Push System) ระบบดึง (Pull System)")
28
ระบบการไหลของน้ำในอ่าง (Pond Draining)
เป็นระบบการผลิตแบบมีการสำรองวัสดุคงคลังไว้ และมีการผลิต ผลิตภัณฑ์ไว้ล่วงหน้าเป็นจำนวนมาก ระบบของการวางแผนผลิตประเภทนี้จะทำการผลิตและเก็บของจะทำการผลิตจนได้ของตามปริมาณสูงสุดที่กำหนดไว้ โดยไม่คำนึงถึงความต้องการสินค้าที่เกิดขึ้น เป็นระบบที่มีปริมาณของคงคลังสูง และอาจมีโอกาสในการขาดสต็อกสูงด้วยเนื่องจากระดับของคงคลังอาจจะไมสัมพันธ์กับความต้องการของลูกค้าเมื่อมีความต้องการสินค้าสูง

29
ระบบการไหลของน้ำในอ่าง (Pond Draining)
")
30
ระบบผลัก (Push System)
หรือระบบการวางแผนความต้องการวัสดุ (Material Requirement Planning System) เป็นระบบที่อาศัยระบบสารสนเทศเกี่ยวกับลูกค้าและผู้ส่งมอบ ในการจัดการและวางแผนวัสดุ เพื่อให้วัตถุดิบต่างๆมาถึงเวลาที่ต้องการทำการผลิต
 เป็นระบบที่อาศัยระบบสารสนเทศเกี่ยวกับลูกค้าและผู้ส่งมอบ ในการจัดการและวางแผนวัสดุ เพื่อให้วัตถุดิบต่างๆมาถึงเวลาที่ต้องการทำการผลิต.")
31
การวางแผนและควบคุมการผลิตด้วยระบบ MRP

32
ระบบดึง (Pull System) หรือระบบการผลิตแบบทันเวลาพอดี (Just-in-time, JIT) หลักการของการผลิตแบบ JIT คือ การที่โรงงาน “ทำการผลิตสินค้าสำเร็จและจัดส่งออกไปเมื่อมีการขายเกิดขึ้นเท่านั้น และส่วนประกอบต่างๆของสินค้า ก็จะถูกนำมาประกอบเข้าด้วยกันตามความต้องการสินค้า การขึ้นผลิตชิ้นส่วนต่างๆจะทำในเวลาที่การผลิตส่วนประกอบมีความต้องการชิ้นส่วน วัสดุก็จะถูกสั่งซื้อก็ต่อเมื่อมีความต้องการใช้วัสดุเท่านั้น”

33
ระบบดึง (Pull System) ต่อ
ระบบการดึงด้วยการ์ด 1 ใบ

34
การวางแผนและควบคุมการผลิตด้วยระบบ JIT

35
ระบบการผลิตแบบทันเวลาพอดี (Just-in-Time Production Systems) : JIT
การผลิตแบบ JIT คือ การที่ชิ้นส่วนที่จำเป็นเข้ามาถึงกระบวนการผลิตในเวลาที่จำเป็นและด้วยจำนวนที่จำเป็นหรืออาจกล่าวได้ว่า JIT คือ การผลิตหรือการส่งมอบ “สิ่งของที่ต้องการ ในเวลาที่ต้องการ ด้วยจำนวนที่ต้องการ” ใช้ความต้องการของลูกค้าเป็นเครื่องกำหนดปริมาณการผลิตและการใช้วัตถุดิบ ซึ่งลูกค้าในที่นี้ไม่ได้หมายถึงเฉพาะลูกค้าผู้ซื้อสินค้าเท่านั้น แต่ยังหมายรวมถึงบุคลากรในส่วนงานอื่นที่ต้องการงานระหว่างทำหรือวัตถุดิบเพื่อทำการผลิตต่อเนื่องด้วย โดยใช้วิธีดึง ( Pull Method of Material Flow ) ควบคุมวัสดุคงคลังและการผลิต ณ สถานีที่ทำการผลิตนั้นๆ ซึ่งถ้าทำได้ตามแนวคิดนี้แล้ววัสดุคงคลังที่ไม่จำเป็นในรูปของวัตถุดิบ งานระหว่างทำและสินค้าสำเร็จรูปจะถูกขจัดออกไปอย่างสิ้นเชิง
 ควบคุมวัสดุคงคลังและการผลิต ณ สถานีที่ทำการผลิตนั้นๆ ซึ่งถ้าทำได้ตามแนวคิดนี้แล้ววัสดุคงคลังที่ไม่จำเป็นในรูปของวัตถุดิบ งานระหว่างทำและสินค้าสำเร็จรูปจะถูกขจัดออกไปอย่างสิ้นเชิง.")
36
ขั้นตอนในการนำการผลิตแบบ JIT มาใช้

37
ระบบ Kanban ระบบคัมบัง (Kanban System) หมายถึง ส่วนหนึ่งของระบบ JIT ที่ได้รับการพัฒนาขึ้นมาเพื่อช่วยให้การทำงานมีการประสานงานที่ดีและมีประสิทธิภาพ ระบบคัมบังของโตโยต้าใช้แผ่นกระดาษเพื่อเป็นสัญญาณแสดงความต้องการให้มีการ “ส่ง” ชิ้นส่วนเพิ่มเติม (Conveyance Kanban : C-card ) และใช้แผ่นกระดาษเดียวกันหรือที่มีลักษณะ เหมือนกันเพื่อเป็นสัญญาณแสดงความต้องการให้ “ผลิต” ชิ้นส่วนเพิ่มขึ้น (Production Kanban : P-card ) ซึ่งบัตรนี้จะติดไปกับภาชนะ ( Container ) ที่ใส่วัตถุดิบ หรือระบบบัตรสองใบ (Two-card System )
 หมายถึง ส่วนหนึ่งของระบบ JIT ที่ได้รับการพัฒนาขึ้นมาเพื่อช่วยให้การทำงานมีการประสานงานที่ดีและมีประสิทธิภาพ ระบบคัมบังของโตโยต้าใช้แผ่นกระดาษเพื่อเป็นสัญญาณแสดงความต้องการให้มีการ ส่ง ชิ้นส่วนเพิ่มเติม (Conveyance Kanban : C-card ) และใช้แผ่นกระดาษเดียวกันหรือที่มีลักษณะ เหมือนกันเพื่อเป็นสัญญาณแสดงความต้องการให้ ผลิต ชิ้นส่วนเพิ่มขึ้น (Production Kanban : P-card ) ซึ่งบัตรนี้จะติดไปกับภาชนะ ( Container ) ที่ใส่วัตถุดิบ หรือระบบบัตรสองใบ. (Two-card System )")
38
ระบบ Kanban (ต่อ)
")
39
การผลิตแบบเซลลูล่าร์ (Cellular Manufacturing)
การผลิตแบบเซลลูล่าร์ในระบบการผลิตแบบพอเหมาะ จะทำให้ฝ่ายผลิตมีความยืดหยุ่นต่อปริมาณ และรูปแบบผลิตภัณฑ์ เนื่องจากว่ามนุษย์สามารถเปลี่ยนงานไปอยู่ในลักษณะต่างๆ ได้ง่าย ทำให้มีความเป็นไปได้ในการผลิตสินค้าหลายๆ รูปแบบในเซลหรือส่วนการผลิตเดียวกัน เพื่อปรับให้เข้ากับความต้องอันหลากหลายของลูกค้า จำนวนคนงานในเซลมีการเปลี่ยนแปลงได้

40
การผลิตแบบเซลลูล่าร์ (Cellular Manufacturing) ต่อ
รูปที่ 6 เซลการผลิตที่ใช้สองคนผลิต รูปที่ 5 เซลการผลิตที่ใช้เพียงหนึ่งคน เซลการผลิตดังรูปที่ 5 และ 6 แสดงให้เห็นว่า คนงานหนึ่งคนสามารถทำงานทั้ง 8 ขั้นตอนได้เมื่อความต้องการสินค้ามีน้อย และเมื่อความต้องการสูงขึ้น ก็สามารถเพิ่มคนงานอีกคนสองคนในเซลได้

41
การป้องกันความผิดพลาด (Pokayoke)
ในระบบการผลิตแบบพอเหมาะ จะต้องไม่ผลิตสินค้าที่ชำรุดเสียหาย Pokayoke หมายถึงการป้องกันความผิดพลาดล่วงหน้า แทนการยอมรับว่าจะต้องมีชิ้นส่วนชำรุดเป็นจำนวนกี่เปอร์เซ็นต์ หรือแทนการตรวจสอบสินค้าทุกชิ้นเพื่อป้องกันความผิดพลาด อุปกรณ์ที่เป็น Pokayoke ถูกพัฒนาเพื่อป้องกันความเสียหายแต่เนิ่นๆ เป้าหมายก็คือ ความเสียหายเป็นศูนย์ และเมื่อมีชิ้นส่วนเสียหายหรือชำรุดในระบบการผลิตแบบพอเหมาะ ระบบจะหยุดชั่วคราวจนกว่าจะหาข้อผิดพลาดได้ และเมื่อทำการแก้ไขข้อผิดพลาดแล้ว อุปกรณ์หรือกระบวนการ Pokayoke จะถูกติดตั้งเพื่อป้องกันไม่ให้เกิดข้อผิดพลาดอีก

42
อุปกรณ์ Pokayoke ส่วนใหญ่จะเป็นแท่นยึดจับหรือเซ็นเซอร์ เพื่อให้แน่ใจว่าชิ้นงานมีการวางตัวอย่างถูกต้อง และผลิตได้อย่างถูกต้อง อุปกรณ์ดังกล่าวอาจมีราคาถูกๆ จนถึงแบบแพงมาก ขึ้นกับสถานการณ์และระบบการผลิตนั้นๆ ตัวอย่างของอุปกรณ์ Pokayoke แบบง่ายแสดงดังรูปที่ 4 รูปที่ 4 อุปกรณ์ Pokayoke แบบง่ายๆ

43
ระบบการผลิตแบบเป็นงวด
ที่จัดเก็บรถที่ประกอบเสร็จ ทิศทางการไหลของผลิตภัณฑ์ ชิ้นส่วนเข้าและออก

44
ระบบการผลิตแบบเป็นงวด (ต่อ)
การผลิตแบบนี้เป็นที่นิยมของ SMEs และเป็นระบบการผลิตแบบดั้งเดิม โดยพยายามที่จะประมาณความต้องการของลูกค้าล่วงหน้าเป็นเวลาหลายเดือน จากนั้นจะทำการสั่งซื้อวัตถุดิบตามจำนวนและเวลาที่ได้คาดการณ์ไว้ โดยมีเวลาในการปรับตั้งเครื่องจักรหรือระบบแบบคงที่ ดังนั้น ชิ้นส่วนจะถูกผลิตงวดละมากๆ ตามปริมาณ EOQ EOQ (Economic Order Quantity หมายถึง ปริมาณการสั่งซื้อที่ประหยัด โดยการสั่งซื้อสินค้าในแต่ละครั้งจะสั่งในปริมาณหรือจำนวนที่ทำให้ค่าใช้จ่ายต่ำที่สุด ซึ่งค่าใช้จ่ายรวมนั้นเกิดจากค่าใช้จ่ายในการสั่งซื้อ (Ordering Cost) และค่าใช้จ่ายในการจัดเก็บสินค้า (Carring Cost)
 และค่าใช้จ่ายในการจัดเก็บสินค้า (Carring Cost)")
45
คำถามท้ายบทที่ 2 กลไกพื้นฐานของระบบการผลิต (Production System)มีกี่ส่วนอะไรบ้าง จงอธิบายองค์ประกอบของการผลิต จงอธิบายการผลิตแบบลีน (lean manufacturing) Wastes ที่เกิดขึ้นในโรงงานประกอบด้วยอะไร อธิบาย จงอธิบายระบบผลัก (Push System) และระบบดึง (Pull System) ระบบการผลิตแบบทันเวลาพอดี มีลักษณะการผลิตอย่างไร อธิบาย
 Wastes ที่เกิดขึ้นในโรงงานประกอบด้วยอะไร อธิบาย. จงอธิบายระบบผลัก (Push System) และระบบดึง (Pull System) ระบบการผลิตแบบทันเวลาพอดี มีลักษณะการผลิตอย่างไร อธิบาย.")



>")




ลีน แพทย์หญิง พัชร์จิรา เจียรณิชานันท์>")



>")
 –Center of gravity model –Load-distance model (cost-based model) –Break even.>")



 โครงการ คือ งาน (task) ซึ่งมีการ กำหนดเวลาเริ่มต้นและสิ้นสุด ที่ แน่นอนและมีความต้องการใช้ทรัพยากร ต่างๆใน แต่ละกิจกรรมโดย.>")


>")