ดาวน์โหลดงานนำเสนอ
งานนำเสนอกำลังจะดาวน์โหลด โปรดรอ

1
เครื่องจักรและกรรมวิธีการตัดโลหะแผ่นสมัยใหม่
อ.ธรรม์ณชาติ วันแต่ง วิชา เทคโนโลยีโลหะแผ่น Production Technology PCRU

2
1.เครื่องปั๊มระบบกลไก แยกตามระบบส่งกำลัง
ประเภทของเครื่องจักรที่ใช้ในงานปั๊ม 1.เครื่องปั๊มระบบกลไก แยกตามระบบส่งกำลัง ใช้ระบบกลไกส่งกำลัง C-Frame Crank Press Mechanical Press Production Technology PCRU

3
C-Frame Crank Press SINGLE CRANK PRESS DOUBLE CRANK PRESS
Production Technology PCRU

4
Mechanical Press Product
Production Technology PCRU

5
2. เครื่องปั๊มระบบไฮดรอลิค แยกตามระบบส่งกำลัง
ลูกสูบ น้ำมัน ใช้แรงดันของน้ำมันเป็นตัวส่งกำลัง Production Technology PCRU

6
เปรียบเทียบแล้วยาวกว่า
การทำงาน เปรียบเทียบการทำงาน 1.เครื่องปั๊มระบบกลไก 2.เครื่องปั๊มระบบ ไฮดรอลิค อัตราการผลิต (การขึ้นรูป) เร็วกว่า ช้ากว่า ความยาวของ ระยะช่วงชัก ค่อนข้างสั้น (600-1,000 มม.) เปรียบเทียบแล้วยาวกว่า การปรับอัตราการใช้ แรงกด ไม่สามารถปรับได้ สามารถปรับได้ การปั๊มเกินกำลัง สามารถเกิดขึ้นได้ ไม่สามารถเป็นได้ Production Technology PCRU
 เร็วกว่า. ช้ากว่า. ความยาวของ. ระยะช่วงชัก. ค่อนข้างสั้น. (600-1,000 มม.) เปรียบเทียบแล้วยาวกว่า. การปรับอัตราการใช้ แรงกด. ไม่สามารถปรับได้ สามารถปรับได้ การปั๊มเกินกำลัง. สามารถเกิดขึ้นได้ ไม่สามารถเป็นได้ Production Technology PCRU.")
7
เทคโนโลยีการตัดโลหะแผ่นสมัยใหม่ที่นิยมใช้กันในปัจจุบัน มีอยู่ 4 ประเภท คือ
พลาสมา (Plasma) เลเซอร์ (Laser) แรงดันน้ำ (Water jet) เครื่องเจาะระบบหัวตอก (Turret Punching)
 เลเซอร์ (Laser) แรงดันน้ำ (Water jet) เครื่องเจาะระบบหัวตอก (Turret Punching)")
8
1. พลาสม่า (Plasma)
")
9
พลาสม่าเป็นสถานะที่ 4 ของสสาร เกิดจากการกระตุ้นอิเล็กตรอนให้หลุดจากอะตอมของสสาร ทำให้เกิดพลังงานสูงมาก จนกลายเป็นพลังงานความร้อนที่นำมาใช้ในการตัดโลหะ ข้อดี สามารถตัดงานได้หนามาก สามารถตัดสเตนเลสได้หนาถึง 3” และด้วยความเร็วสูงกว่าวิธีอื่นๆ จุดด้อย ร่องตัดมีขนาดค่อนข้างใหญ่ และเอียง(เตเปอร์) จะเหมาะกับงานหนา ที่มีรูปร่างไม่ซับซ้อน
 จะเหมาะกับงานหนา ที่มีรูปร่างไม่ซับซ้อน.")
10
วัสดุ ความหนา สเตนเลส 3-50mm เหล็ก 3-30mm

11
2. เลเซอร์ (Laser)
")
12
เลเซอร์เป็นการตัดโดยใช้พลังงานความร้อนเหมือนกับการตัดด้วยพลาสม่า แต่กระบวนการผลิตพลังงานที่นำมาใช้ตัดต่างกัน ทำให้เปลวที่ใช้ในการตัด เล็กและแคบกว่าพลาสม่ามาก ข้อดี เหมาะกับงานบางที่ต้องการความละเอียดสูง โดยมีความคลาดเคลื่อนเพียง +/-0.15mm ร่องตัดมีขนาดเล็ก, สันแนวตัดตรง ข้อเสีย ข้อจำกัดเรื่องความหนา จะตัดสเตนเลสได้ประมาณ mm ค่าใช้จ่ายค่อนข้างสูงเมื่อเทียบกับวิธีอื่นๆ ตั้งแต่ราคาเครื่องตัดเลเซอร์รวมไปถึง แก๊ส หัวนอซเซิล และวัสดุสิ้นเปลืองต่างๆ

13
วัสดุ ความหนา สเตนเลส 0.4-15mm เหล็ก 0.4-22mm อลูมิเนียม 0.4-8mm

14
3. แรงดันน้ำ (waterjet)
")
15
สามารถแบ่งเป็น 2 ระบบใหญ่ๆคือ
ระบบที่ใช้แรงดันน้ำเพียงอย่างเดียว (Pure water jet) ระบบที่ใช้สารกัดกร่อน (abrasive) ช่วยในการตัด (Abrasive jet) สำหรับงานโลหะ ใช้แรงดันน้ำที่สูงมากเป็นส่วนสำคัญในกระบวนการตัด ข้อดี กระบวนการทั้งหมดไม่มีความร้อนเข้ามาเกี่ยวข้อง เหมาะกับงานที่ต้องการความละเอียดปานกลางตัดงานได้หนา และ มีความเอียงของร่องตัดน้อย ตัดวัสดุได้หลายประเภท ตั้งแต่ เหล็ก สเตนเลส อลูมิเนียม ทองเหลือง ทองแดง พลาสติก ไม้ ยาง หิน เซรามิค แก้ว โดยไม่ทำให้วัสดุหลอมเหลว หรือสูญเสียคุณสมบัติทางกายภาพไป ค่าใช้จ่ายโดยรวมจะน้อยกว่าการตัดเลเซอร์ ข้อด้อย ตัดงานได้ค่อนข้างช้า และร่องตัดยังมีขนาดใหญ่กว่าการตัดด้วยเลเซอร์
 ระบบที่ใช้สารกัดกร่อน (abrasive) ช่วยในการตัด (Abrasive jet) สำหรับงานโลหะ ใช้แรงดันน้ำที่สูงมากเป็นส่วนสำคัญในกระบวนการตัด. ข้อดี กระบวนการทั้งหมดไม่มีความร้อนเข้ามาเกี่ยวข้อง. เหมาะกับงานที่ต้องการความละเอียดปานกลางตัดงานได้หนา และ มีความเอียงของร่องตัดน้อย. ตัดวัสดุได้หลายประเภท ตั้งแต่ เหล็ก สเตนเลส อลูมิเนียม ทองเหลือง ทองแดง พลาสติก ไม้ ยาง หิน เซรามิค แก้ว โดยไม่ทำให้วัสดุหลอมเหลว หรือสูญเสียคุณสมบัติทางกายภาพไป. ค่าใช้จ่ายโดยรวมจะน้อยกว่าการตัดเลเซอร์ ข้อด้อย. ตัดงานได้ค่อนข้างช้า และร่องตัดยังมีขนาดใหญ่กว่าการตัดด้วยเลเซอร์")
18
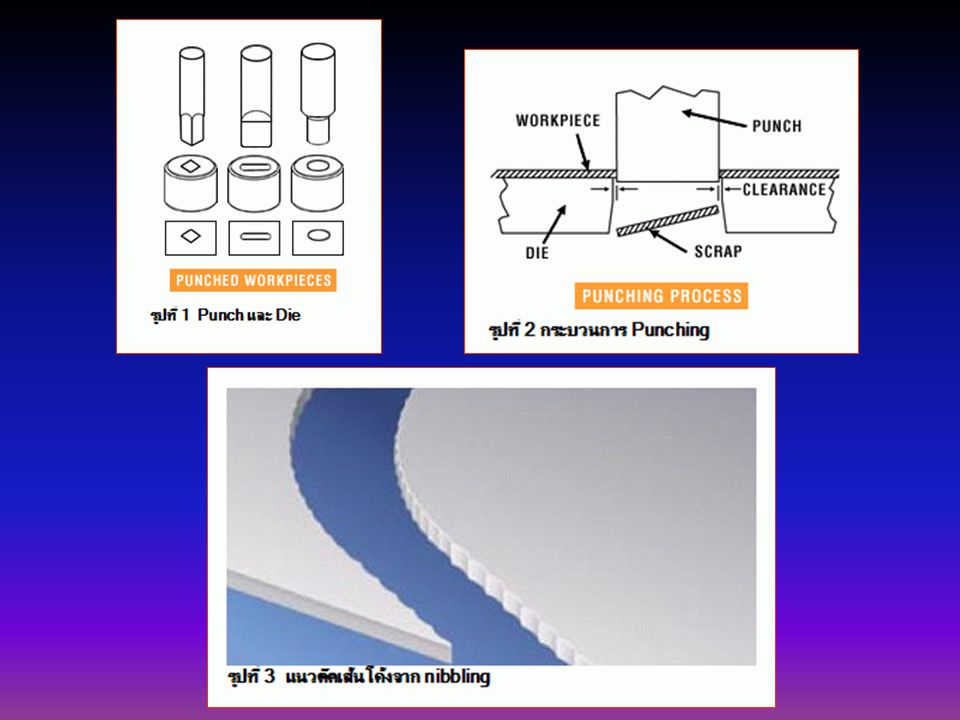
4. เครื่องเจาะระบบหัวตอก (Punching)
")
19
punching เป็นการใช้หัวตอกเจาะลงไปบนแผ่นโลหะ (ต่างจากการตัดทั้งสามวิธีที่กล่าวมาข้างต้น) ให้เกิดเป็นรูหรือแนวตัดตามลักษณะรูปร่างของหัวตอก ด้วยวิธีนี้ทำให้เครื่อง punching ต้องมีหัวตอกหลายประเภท หลายขนาด เพื่อรองรับแบบงานตัดได้หลากหลาย ข้อดี สามารถปั๊มเจาะได้ด้วยความเร็วสูง แม่นยำ กับแบบงานที่มีหัวแม่พิมพ์รองรับ วิธีนี้จึงเหมาะกับงานบางผลิตเป็นจำนวนมากในลักษณะ mass production ข้อเสีย ไม่สามารถใช้กับงานหนาได้ สเตนเลส ประมาณ 3-4 mm แนวตัดที่เป็นเส้นโค้งจะต้องใช้หัวแม่พิมพ์ตอกต่อๆกันทำให้ได้แนวตัดที่ไม่สวยเหมือนการตัดด้วยวิธีอื่น การเสียเวลาในการจัดเตรียมหัวแม่พิมพ์ด้วย, แบบที่มีรูเยอะ

21
จบบท

งานนำเสนอที่คล้ายกัน














![Engineering Graphics II [WEEK5]](/8/2090553/big_thumb.jpg "Engineering Graphics II [WEEK5]>")

 คือ ระบบการทำงานของเครื่องยนต์ที่ใช้เครื่องยนต์สองระบบทำงานร่วมกัน โดยทั่วไปแล้วหมายถึงการทำงานร่วมกันระหว่างระบบสันดาปภายในที่ใช้น้ำมันเป็นเชื้อเพลิงทำงานร่วมกับระบบมอเตอร์ไฟฟ้า.>")


>")

 วัสดุช่วยเสริมเนื้อกระดาษ ( Loading material ) วัสดุช่วยเสริมคุณภาพพิเศษแก่เนื้อกระดาษ.>")